
![]() +49 (0)671 / 201331 - 0
+49 (0)671 / 201331 - 0
![]() +49 (0)671 / 201331 - 0
+49 (0)671 / 201331 - 0




Sparkassen-Arena, Keßlerstraße 28, 07745 Jena, Germany
Vicenza Expo Centre – Pad. 1, Via dell’Oreficeria, 16 – Vicenza, Italy
Fraunhofer-Institut für Lasertechnik ILT, Steinbachstraße 15, 52074 Aachen
Modern manufacturing processes and tools are constantly being further developed, with all kinds of new challenges arising. Often, this means that the requirements for the positioning task increase in order to improve an existing process or to bring new methods onto the market. At Busch we see ourselves as pioneers in getting the most out of your application. Therefore we offer a wide range of systems to create an individual solution for your process.
In addition to simple axis systems such as the linear table, the XY table or rotary axes, we also offer multi-axis systems such as XYZ systems in a portal design or gantry systems. With this article we would like to give you an overview of these systems and provide inspiration for your next project.
With these words, Dipl.-Ing. Winfried Busch, Managing Director of Busch Microsystems Consult GmbH, describes our mission in a nutshell: We take on your challenge and create the optimal positioning solution for your application – always aiming for maximum precision for your process. This includes the direct and intensive exchange with you about your application and the joint development of the tailor-made positioning system.
The primary areas of application for our positioning systems include laser processing, electronics production, metrology and the optical industry. Different processes within these industries require different system structures, which have individual advantages and disadvantages. Most applications are based on moving a machining head or measuring head over the workpiece or moving the workpiece in XY.
In this article we show you our most common system variants in more detail.
Consisting of an XY table on the base and a Z-axis on the portal above it, the AS-XY portal system is ideal for demanding processing heads. Since this is only moved in the Z-direction, the AS-XY gantry system is used in laser applications in which the laser beam is guided from the laser source into the processing head by fiber, while the workpiece is moved by the XY table below. This ensures a stable laser beam. Likewise, high loads of the processing head can be realized.
The special feature of the XY table is its construction: not just two crossed linear tables are placed on top of each other, but the upper axis is integrated into the lower one. The lower axis is also integrated into the granite base plate. As a result, the axes can be very well matched to each other and you get significantly higher accuracies compared to a simple stack. Typically, component weights of up to 5 kg are placed on the XY table and processing heads or tools of up to 25 kg are attached to the Z-axis. In addition, with the AS-XY gantry system, other equipment such as a laser source or optics module is often attached to or on the gantry in order to set up a space-saving system. Since a large part of the movement takes place in the XY table, this system enables simple media supply and cable routing to the processing head.
A modification of this system is the construction with a weight-compensated Z-axis. These systems are mainly used in the semiconductor industry to expose wafers and printed circuit boards. The number of Z-axes for the imagesetters is variable. The advantages of the AS-XY portal system lie in its flexibility with regard to the application at low costs. The machining area of the workpiece is large and dynamics and precision find a balanced optimum. The system is suitable for small and light components as well as complex and demanding processing heads.

Busch AS-XY 300
The portal system AS-T is characterized by its versatility and flexibility for many different applications. The structure has a distinct difference to the portal system AS-XY: The system consists of an integrated linear axis in the base and a Z-axis that can be moved on the portal. In contrast to the AS-XY portal system, the movement in X and Y is thus decoupled from one another. This enables higher dynamics and weights as well as sizes of the workpiece. When the axes are fully extended, there are no overhangs that could lead to loss of accuracy.
Processing heads and workpieces weighing up to 25 kg are typically used here. The greater the travel, the more compact the design of the AS-T compared to the AS-XY, because the Y-axis is integrated in the portal and can therefore use its full width, while the Y-axis of the AS-XY has to be placed between the portal.
An expansion option to increase the throughput of the AS-T gantry system is, for example, the use of several movable Z-axes. This means that large workpieces can also be processed with two or more laser processing heads at the same time.
The portal systems AS-XY and AS-T offer a cost-effective solution for almost all applications. Systems individually designed by our engineers with optimized components in terms of precision and dynamics, combined with control and commissioning, result in a tailor-made system for your process.
Busch AS-T 600
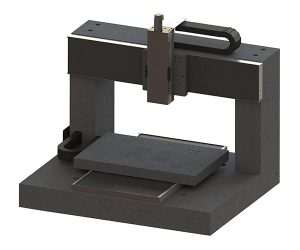
In contrast to the portal systems, with a gantry system only the processing head or the tool is moved while the workpiece is stationary. Instead of a static portal, a traverse is moved by two separate motors in gantry mode. A Y-axis is integrated on the traverse, which carries a Z-axis. This structure allows almost unlimited weights, shapes and dimensions of the workpiece. Workpiece clamping systems can also be mounted very easily using a thread grid in the granite base. It is even possible to place a conveyor belt under the traverse for a fully automated process.
Components of up to 25kg are typically attached to the Z-axis. Our gantry systems are used, for example, in the processing of large glass structures. Since only the processing head is moved in a gantry system, the processing area is no larger than the workpiece itself and dynamics achieve the best possible values. Similar to the AS-T portal system, the throughput can be increased by adding several movable Z-axes.
Hybrid systems consisting of a granite base and CFC traverses are an excellent expansion stage of the gantry system in order to achieve particularly high dynamics with the same level of precision.

Busch GS 100
In order to meet your challenge, we develop our standard systems individually. We adapt granite structures and components to enable greater weight and dynamics, or even to design systems whose structure deviates completely from the three standards presented. Just contact us so that we can develop a system that is made for your application. Not off the shelf, but individually tailored.
At BUSCH Microsystems, we don’t just see ourselves as machine builders, but also as consultants, service providers and long-term partners. We accompany you from the first idea through the development to the commissioning of your positioning system – and far beyond.
Each of our systems is completely manufactured by us. This includes the entire planning and construction, all mechanical and mechatronic work, control and programming, documentation, and as a major milestone, construction and commissioning at the destination. This requires many different skills, which our diverse team at the Langenlonsheim site combines. Every employee is an expert in his field, who contributes to the successful completion of the project with his work steps. The skills and abilities of the BUSCH team are the basis for being able to offer our customers the complete service for our systems from a single source.

Some services are just as standard with us as the precision. This includes support with concept development, general support with questions about our products and their operation, identification and elimination of malfunctions and general support on control issues. We offer many other services for specific projects and systems, for example: • Design, construction & simulation of systems according to your concept specifications • Stocking and warehousing of customer-specific and delivery-time-critical components • Initial assembly of our systems at the (end) customer • Commissioning of the mechanics and electrics of our systems • Creation of documentation and test reports for each of our products • Disassembly and reassembly and recommissioning of our systems at the (end) customer • Readjustment of guide rails etc. • Technical workshops and training courses for your employees • Identification and elimination of malfunctions
Every project is different and has very different requirements. That is why we are happy to create a tailor-made service and maintenance concept for you that takes your individual requirements and circumstances into account. Our trained specialist staff and the use of ultra-precise measuring instruments ensure that your positioning system will function perfectly and reliably for many years – right from the start, for many years, worldwide. Would you like to learn more about our services? Feel free to contact us through the contact form.
The selection and use of materials is a matter of weighing up advantages and disadvantages in search of the optimum – because every material has its own individual properties such as density, rigidity or tensile strength. The stable, massive, strong materials usually show one handicap: their enormous masses. Heavy weights can only be moved with great effort. And low-weight materials often lack the necessary resilience. This is exactly where CFC comes into play.
Carbon fiber composite (CFC) or carbon fiber reinforced plastic (CFRP) is a composite material consisting of carbon fibers as reinforcing layers embedded in a polymer matrix. The polymer matrix usually consists of a thermoset such as epoxy resin or thermoplastics. The matrix is used for shaping and fiber protection, forms the surface and ensures good load distribution. Desired mechanical properties can be set individually with the choice of fibers and their arrangement. This makes CFC a high-tech material that is irreplaceable in lightweight construction today.

Composite materials consist of different materials that are connected at the micro level, so that new, desired properties arise macroscopically. CFC is an anisotropic material: its strength and rigidity are significantly higher in the direction of the fibers than perpendicular to the direction of the fibers. With several fiber layers in different fiber directions, the mechanical properties can be perfectly configured to suit the respective application.
The material density depends on the fiber used, the matrix material and the fiber volume fraction. For most CFC materials it is around 1.5 g/cm³. Elasticity and strength values also differ depending on the fiber configuration. The same applies to the coefficient of thermal expansion, since the carbon fiber expands significantly less than the polymer matrix material when heated.
In addition to the individual and outstanding mechanical properties, CFC has other advantages that make it a highly interesting material for a wide variety of industries:
• Machinability
• Good cushioning properties
• Low water absorption
• High abrasion resistance
• Excellent gliding properties
• High chemical resistance
• Operating temperatures over 200°C depending on the matrix material
• …
Due to the high weight-specific strength and rigidity, CFC is a common material in aviation, vehicle construction, wind energy, sports equipment and much more. CFC has long been established in general mechanical engineering when it comes to saving weight while maintaining rigidity. With the appropriate design, CFC components can be significantly lighter than components made of steel or aluminum. Less mass means higher dynamics. At BUSCH Microsystems we use this advantage of CFC for the highly demanding dynamics of our precision machines.
We adapt the components made of the composite material ideally to the specifications required by our customers. Components are individually designed according to the loads and dynamics that occur, so we can ensure the maximum efficiency of the application.
BUSCH Microsystems relies on hybrid machine structures: While granite is used for the base, highly dynamically stressed parts are made of CFC. BUSCH systems are used in ultra-precise processes; therefore, the challenge with CFC is to achieve the necessary precision. Our experienced production team has found a way to process the quality of the evenness just as precisely as with granite – and with this accuracy a whole new dimension of precision and dynamics is possible.
At around 1.5 g/cm³, the density of CFC is almost half that of granite (approx. 2.9 g/cm³) and even more than five times lower than that of steel (approx. 7.9 g/cm³). With the same load and dynamics, however, the design and cross-section of the components made of these three materials is always different, so that the weight saving must be considered relative to the respective component.
By using CFC at BUSCH Microsystems, weight savings of approx. 40% compared to granite and up to 70% compared to steel, based on the respective component weight, can be achieved. This makes CFC the ideal material for our precision systems in terms of dynamics. While we were able to achieve speeds of 1.5 m/s and accelerations of up to 10 m/s² on machines with moving components made of granite, CFC enables us to increase the dynamics to up to 5 m/s and 50 m/s².
Exactly this dynamic was required for a customer project in an XY gantry system. This made the use of CFC absolutely necessary. The traverse used in the system weighs almost 36 kg. Without optimization work and with the same structure, a granite traverse would have weighed around 250 kg – about seven times as much. With an evenness of less than 5 µm, the surface of the CFC truss is just as precise as that of a granite truss. This allows us to guarantee the highest precision with maximum dynamics.
In the video you can see one of our hybrid systems made of granite and CFC in motion:
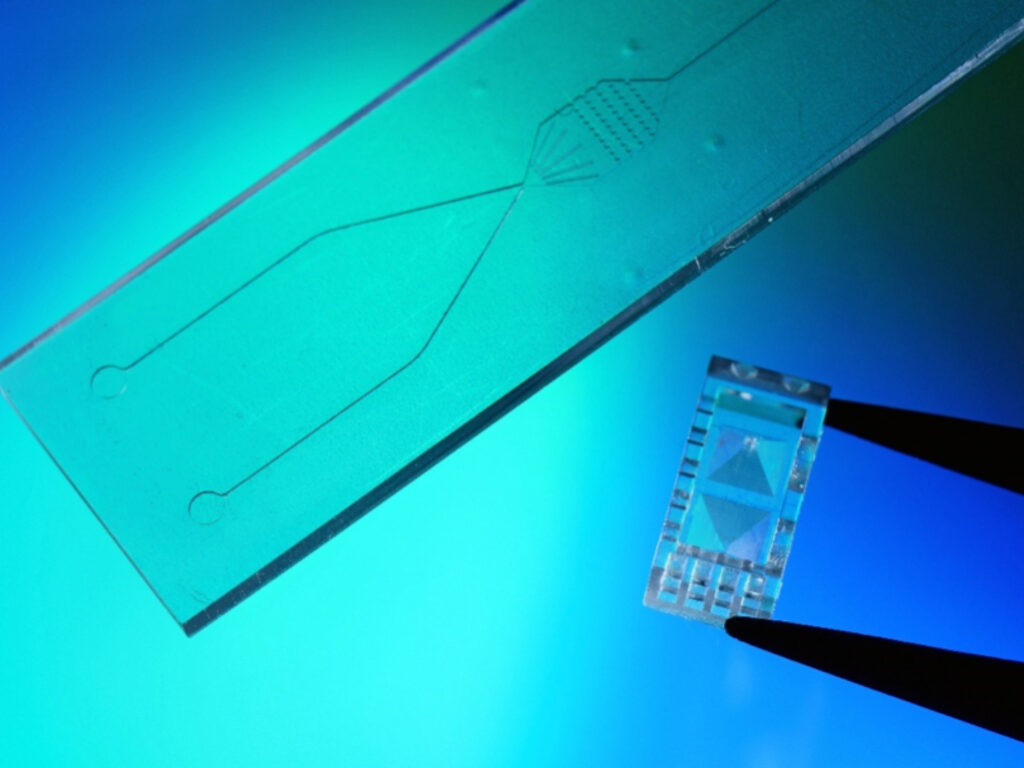
In cooperation with the Fraunhofer Institute for Laser Technology and the laser specialist LightFab, BUSCH conducts research on the possibilities of precision construction through seamless high-resolution 3D printing – in short: PANDA.
The project emerged out of the requirements of medical diagnostics, where rapid Point-of-Care-Tests are increasingly being used for the most diverse diagnostic assessments instead of lab tests. The microfluidic chips, in which a sample is introduced, have channels in size range of 50 – 200 µm with a surface roughness of a few micrometers. The accuracy and response speed of these tests depends on the controlled, accurate contact of the reagents.
These microfluidic systems are usually manufactured by means of injection molding or hot stamping. However, these methods are not economical for prototypes and small series production that are necessary, for example, for design studies.
In principle, the additive methods such as 3D printing can be used as alternative, which do not require expensive molds or the like, but rather build the object almost in individual production from the design software.
Here the problem is the insufficient resolution of the existing processes. The stereo-lithography achieves the required surface quality. Digital Light Processing can increase the resolution significantly but not sufficiently, as the microfluidic chips require pixel size of less than 10 µm. Currently this can be achieved only if the overall size of the exposed area is rather small, and due to seams or interfaces the juxtaposition of several surfaces results in an inadequate surface quality.
A possible solution uses locally-selective exposure and scrolling, whereby sub-areas of the surface are exposed quasi-continuously. This puts the highest demands on the accuracy of the 3-axes system which moves the resin bath and the exposure; the axis movements must run absolutely synchronized and the positioning of the DLP exposure may deviate by no more than half a pixel size in order to avoid blurred edges.
Prototypes and small series production of microfluidic chips are urgently needed for the further development of Point-of-Care-Diagnostics. The research facility currently being developed by Fraunhofer ILT, LightFab and BUSCH Microsystems, is a contribution to making this further development more economical and therefore accessible to significantly more users.
The requirements are being currently specified and we are drawing up the facility concept. We can soon start with the construction of the facility. The first sample parts should be available in the first half of 2023, to not only work through various theoretical approaches to exposure but also to try them out in practice.
The research project has just started. We ourselves are very excited about its further development and the results it will produce in the next two years and of course we will keep you updated here in the Competence Center.
At BUSCH Microsystems, we have never been satisfied with what is currently feasible, possible or “state-of-the-art”. It is not our mission to stick to the status quo. We have always considered it our task to push the limits of what is possible, conceivable, a bit further.
BUSCH is currently participating in the DPP (Digital Photonic Production) Research Campus, where RWTH Aachen University and the Fraunhofer Institute together with business partners are exploring the use of light as a tool for the production of tomorrow.
At the DPP Research Campus, the research is conducted in interdisciplinary teams that are put together for regular sprints as needed. BUSCH Microsystems, currently the only machine engineering company among the business partners, contributes its resources in the defined competence fields of Photonic and Subtractive Production.
In the current phase, BUSCH is working on the system integration of cascaded multi-beam systems. The research facility currently under construction will be equipped with an ultra-short pulse laser system (USP laser) from Edgewave and galvanometer scanners and optics from Scanlab. BUSCH manufactures the customized positioning system consisting of granite portal, axes and a housing suitable for laser applications.
Here the challenge for mechanical engineering primarily lies in the positioning dynamics, which must be adopted precisely to the requirements of the complex overall system. The research facility requires an accuracy of 1 µm per axis. Another issue is the laser security, which is ensured with the system housing and the control functions. Various tasks from other sprints will be promptly tested on the system and the findings documented.
To learn more about the diverse research areas please visit the (german) website of the DPP Research Campus. In addition to BUSCH Microsystems here you can also get to know other current research partners.

A previous research project dealt with a completely different topic, namely, the straightness of reference rulers. How “straight” is the “straight” anyway? This is what Karl-Josef Schalz, the Managing Director of Schalz Adaptronic and professor for Precision Machine Engineering at the University for Applied Sciences and Arts (HAWK), Hildesheim Holzminden Goettingen, wanted to find out.
As early as 2015, he approached BUSCH with the idea for an Ultra Precision Straightness Measuring Machine. Schalz wanted to improve accuracy with which reference rulers of up to two meter long are measured. Straighter reference rulers can significantly reduce the process errors of the guides in machining and measuring machines, without endlessly increasing the cost for these machines. And in this case “straight” means: An accuracy of less than 50 nm.
As part of the research project BUSCH developed a prototype, which can measure reference rulers of up to 50 cm more accurately than ever before. It consists almost exclusively of granite, has an air-cushioned measuring axis and achieves a reproducibility of 5 nm.
The cooperation between science and industry, where theory and practice come together, constantly gives rise to new projects on a wide range of topics. Starting this year, BUSCH has been working with LightFab and the Fraunhofer Institute for Laser Technology in the PANDA research cooperation, which is concerned with high-precision 3-D printing here you can learn more about the project.
The human sense of sight is a wonder. We can distinguish between millions of color tones, we perceive the smallest differences in brightness and can even find our way around in darkness to some extent. But there are limits. We cannot see into things. What’s inside remains concealed from us.
Here is where the specialists from VisiConsult come into play. The family business from Northern Germany manufactures X-Ray cabins and X-Ray special systems for its customers for which no test requirement is too complicated. VisiConsult makes the invisible, what’s on the inside, visible. “Can’t do” won’t do at VisiConsult.
What if, for example, CT had to be used to examine work pieces of up to 80 kilogram in weight? Not lying, not static, but in movement. Swiveling and tilting, to make the invisible visible. From every viewing angle.
No problem. VisiConsult can also realize this requirement for its customers – with a high-precision seven-axes mobile system from Langenlonsheim, which can be equipped, for example, with double X-Ray tubes or double detector with line scanner at customer request.
The system that was commissioned by VisiConsult from BUSCH Microsystems measures 3.2 x 2.3 x 1.2 meter and weighs 5.5 tons. The granite axes achieve a straightness of less than 5 µm. After the direct transport the system was once more calibrated on site by BUSCH technicians to ensure accuracy.
The CT applications for which the system is used require a double z-axis and a rotary-swivel-unit. In total, seven various axis movements are possible, which can also be controlled directly in the cabin using the control unit with manual controls. The accurate positioning of the workpiece is performed via the laser guidance. Jason Robbins, Head of NDT Sales at VisiConsult, describes the possibilities of the high-precision system as almost unlimited.
As standard, VisiConsult provides the CT cabins with cooling system, thermometer and hygrometer and adapts all other available options to customer requests and requirements. This makes it possible, for example, to enlarge X-Ray images by a factor of 300, depending on the optical components used.
These kind of innovations expand the limits of human vision. Technology and precision make the impossible, possible: measuring the invisible.
For more information on this project please visit the VisiConsult website and YouTube.